
Process of Effluent Treatment Plant (ETP) in Textile Industry
The demand for variety in textile materials and colors has propagated the utilization of a large number of dyes and chemicals. The majority of dyes are retained in the final textile material, but most of the chemicals and residual dyestuffs are discharged in the effluents. The toxic chemicals may be present as auxiliaries (surfactants) in the detergent or soap, dyeing auxiliaries (surfactants), dye, dyeing carriers, and bacterial finishes used in textile dyeing industries. Here I present the Process of Effluent Treatment Plant (ETP) in the Textile Industry.
A combination of more than one treatment process is usually necessary to achieve adequate removal of all contaminants. Because of the wide range of dyes in use, each plant will have to establish the most economical treatment for the effluent. Each waste seems to demand a tailored solution requiring a combination of methods.
In the Process of Effluent Treatment Plant (ETP) in Textile Industry, various developments in the effluent treatment processes have been reported in this article. Excess of caustic alkalinity can be removed by using carbon dioxide in the flue gas from the boiler. By this means, the alkalinity can be reduced to pH 9 at virtually no cost. The color of the dye house effluent can be eliminated by treatment with hydrogen peroxide in the presence of iron salts- the process is more environment-friendly and produces very little sludge.

Effluent Treatment Unit Operations in Textile Wet Processing
Textile wastes are generally colored, high in BOD and total dissolved solids, highly alkaline, and hot. Effluent treatment unit operations are usually combined in a site-specific scheme after evaluation of effluent characteristics. Unit operations are typically drawn from the following categories, Effluent treatment methods, also known as “End-of-pipe treatment” can be classified into three broad types, namely:
- Physical methods such as dilution, equalization, gravity separation, floatation, screening, sedimentation, centrifugation, adsorption, membrane separation etc. these treatments mostly remove suspended, precipitated, or flocculated solid particles.
- Chemical methods like neutralization with acid or alkali, coagulation with alum, iron slats, etc. followed by flocculation and sedimentation, lime treatment to reduce sodium hypochlorite or hydrogen peroxide, reduction.
- Biological methods consist of aerobic digestion, plant absorption, percolating filters, bio scrubbers, biofiltration, etc. to reduce the BOD of the effluent within the stipulated limit.
1. Primary treatment:
- Physical-Equalisation, screening, setting
- Chemical- Neutralisation, lime addition, alum addition, iron salt addition.
2. Secondary Treatment:
- Biological- Activated sludge, extended aeration, lagoons
- Physical or chemical- Powdered activated carbon is added to the biological process.
3. Tertiary Treatment:
- Physical- Secondary clarification, fixed media filtration, ultrafiltration, granular activated carbon, powdered activated carbon.
- Chemical- Ozonation, chlorination.
Effluent Treatment Plant (ETP) Process Sequence in Textile Industry:
The various stages of a typical textile effluent treatment plant are shown in the figure. The effluent is first passed through a bar screen to remove floating matter and oil. The screen raw effluent enters first at the equalization-cum-neutralisation tank, which is an open, semi-underground rectangular RCC tank.
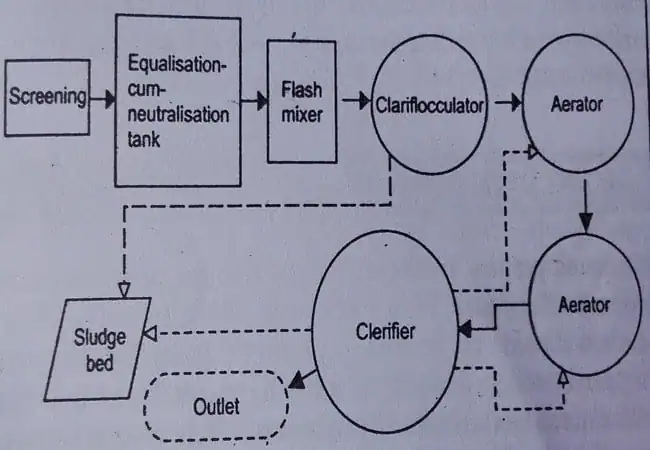
PVC perforated pipe grids are fitted at the bottom through which air is blown at an angle of 45° towards the bottom of the tank to prevent settling of the suspended solids. The effluent is detained for 4-8 hours in the tank, during which an automatic balanced dose of dilute hydrochloric acid is given from an overhead tank by gravity to maintain the neutral pH of the effluent. Hydrochloric acid or sulphuric acid is generally used for neutralization, as the textile effluent is mostly alkaline.
The equalized and neutralized effluent is then pumped by means of the open impeller to the flash mixer. In the flash mixer, alum and/or any other coagulant solution is mixed with the effluent and vigorously stirred by means of mechanical stirrers. Alum dosing produces flocculation due to chemical reactions.
The effluent is then sent to the clariflocculator, which is similar to an equalization tank, but circular in construction. Here, the effluent is retained for 8 hours, during which period most of the suspended solids (mostly inorganic) settle down at the bottom of the tank. Alum flocks settle slowly along with smaller suspended solids. The sludge from the bottom is swept by a mechanical rake arm and sent to sludge beds. The scum layer containing oil, grease, etc. floating on the surface is removed by a slow-moving mechanical skimmer arm and is dumped into a scum chamber.
The chemically treated effluent is then sent to the aerator for biological treatment. In two successive circular, open, semi-underground RCC tanks fitted with surface aerator units, the effluent is vigorously churned and there by the BOD is reduced due to intimate contact with atmospheric oxygen. An optimum value of suspended solids is maintained by recycling some organic sludge from the succeeding clarifier using sludge pumps.
Clarifier, the final unit in the effluent treatment plant, is also an open, semi-ground, circular RCC tank. The effluent is held in the unit for about 8 hours. A portion of the settled sludge is sent back to the aeration tank and the excess sludge is sent to the sludge bed. Clear-treated effluent flows by gravity into the drain, which is a small earthen channel.
Sludge-bed consists of graded metal layers with a thick layer of sand at the top. The excess of water passes through the layers into the drain. The solid sludge is allowed to dry and is removed from time to time. Before final disposal of the sludge containing hazardous materials like pesticides, chlorinated hydrocarbons, etc. it may have to be incinerated at a temperature of about 990-1, 480°C.
Process of ETP plant setting up
ETP is a wastewater treatment method, that removes hazardous chemicals from water, used in a Textile dyeing mill and Garment washing factory. Hazardous chemicals are used in the fabric dyeing and washing process, so it’s necessary to discharge water through the ETP process to save plants, and animals overall environmental safety. Having ETP is mandatory in dyeing and washing factories. Here we are giving data on how to set up ETP for a Garments Washing factory:
- Please work the water treatment on two quotes 1st on a 30-meter cube and 2nd on a 50-meter cube.
- The peak flow will be for three washing machines – the washing machine cycles will be as per below:(machine Ref 2713- 30kgs have a maximum capacity of 146 lots) This will be one small machine for washing the sample) and ref 2700-100kgs have a maximum water capacity of 385 lots this will be two machines for washing the production).
- For the type of washing process please work on two quotes 1st Normal wash plus softener and 2nd Normal wash plus softener and Enzyme wash.
- The type of cloth/garment being washed will be for Kids and Children to wear and mostly 100% cotton fabric.
- The chemicals that you will be using for the washing process will be Normal wash Acetic acid, Silicon, Softener / Enzyme wash back staining, and softener. The PH will be 5 to 7 for children’s wear products.
- The ultimate use/disposal of the treated effluent- For irrigation purpose.
- The norms and regulations that need to be satisfied are for the regulation of the Environment.
- The area/space for setting up the treatment plan will depend on your study and the plan that we will need for the water treatment, please workout the plan and tell us the space; we have enough space for that purpose.
Effluent Treatment Plant (ETP) Textile Processing:
The textile effluent treatment processes in textile may be certified in several stages. Preliminary treatment processes of dye waste include equalization, neutralization, and possibly disinfection. Primary stages are mainly physical and include screening, sedimentation, floatation, and flocculation. The objective is to remove debris, un-dissolved chemicals, and particular matters.
Secondary stages are used to reduce the organic load. It consists of a combination of physical, chemical,l and biological methods. Tertiary stages serve as polishing treatments such as adsorption, ion exchange, chemical oxidation, reverse osmosis, etc.
The most important methods followed for effluent treatments are listed below:
- Coagulation, flocculation, and precipitation methods,
- Oxidation methods,
- Adsorption methods,
- Biological methods,
- Membrane separation methods.
All the above methods are discussed below:
1. Coagulation, Flocculation, and Precipitation Methods Followed in ETP Plant:
This should be considered as the first stage of the effluent treatment plant. The coagulation is a process, that involves the precipitation of impurities to produce microflows. This can be achieved by pH adjustment or by the addition of inorganic or organic coagulating chemicals. A subsequent process, flocculation, entails the aggregation of microflows into larger agglomerates. The precipitate is then removed by either floatation, setting, filtration, or other physical techniques to generate a sludge that is normally further treated to reduce its water content. Advantages of Coagulation, Flocculation and Precipitation Methods:
Those are-
- Relatively simple equipment with low capital cost.
- Significant reduction of COD and, if filtration is used, of suspended solids.
- Rapid removal of color.
Disadvantages of Coagulation, Flocculation, and Precipitation Methods:
Those are-
- A considerable volume of sludge is generated which may contain hazardous chemicals and, therefore, enough disposal facilities will be required.
- Running costs are high.
- The chemicals are to be added on a continuous basis.
- Carry-over of synthetic polyelectrolytes, if used, can have detrimental effects on the sewerage treatment.
2. Oxidation Methods Followed in ETP Plant:
Oxidative processes are currently being used in the industry for discoloration treatments of wastewater, for sterilization of water and for biological treatments. A variety of oxidation techniques can be used to decolorize dye wastes. These oxidative processes for wastewater treatment comprise biological, UV (ultraviolet) irradiation, incineration and wet oxidation (low pressure or high pressure) ,and oxidation with sodium hypochlorite, hydrogen peroxide, ozone, and nitric acid.
3. Adsorption Methods Followed in ETP Plant:
Various absorbents such as activated carbon, inorganic substances with high surface area, synthetic ion exchanges, and neutral and synthetic bio adsorbents, can be used for the treatment of dye effluents. For maximum efficiency, the concentration of impurities in the feed stream should be as constant as possible to avoid the release of absorbed material back into the stream if the concentration falls. For multicomponent mixtures, the strongly bound species may displace more weakly bound components.
4. Biological Methods Followed in ETP Plant:
The method is based on the fact that certain varieties of bacteria degrade selected organic compounds into simpler compounds through metabolism. This may occur under aerobic (presence of free oxygen) or anaerobic (absence of free oxygen, reduction process) conditions. It is important that the type and concentration of metallic substances (e.g. Zn, Cu, Cr) and conditions such as pH (preferably below 7), temperature (preferably below 35°C), and so on, that kill off the organism population are carefully controlled.
5. Membrane Separation Methods Followed in ETP Plant:
For a better economy, some efforts have been made to recycle water as well as chemicals instead of removing wastes before draining. Chemical and biological methods can be used to treat water for recycling, but waste chemicals cannot be recovered by these treatments- those are either destroyed or contaminated during the treatments. The reverse osmosis process, on the other hand, can separate 80-955 of the chemicals present in the original waste stream.
Membrane separation processes cover a wide range of separation using different types of membranes. Membrane technologies operate at ambient temperature and thus consume low energy compared to other processes. There are five types of membrane separation processes for water purification, namely-
- Microfiltration (MF),
- Ultrafiltration (UF),
- Nano filtration (NF),
- Hyper filtration (HF) or reverse Osmosis (RO),
- Electro dialysis (ED).